枣阳四海道普化工有限公司
地址:湖北省枣阳市前进路北段西环四路
电话:0710-6197851
传真:0710-6197855
联系人:刘 总 13507274651
王 总 15971025961
邮编:441200
E-mail:sihaidaopu@163.com
网址 :www.shdphg.com
阴极电泳漆参数有哪些?这些产品在其中起来到作用又是什么?不标准会有哪些影响?下面湖北电泳漆生产厂家就给大家说说:
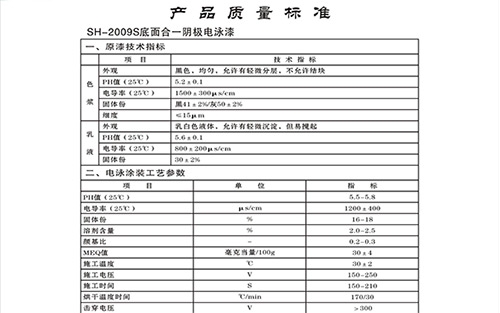
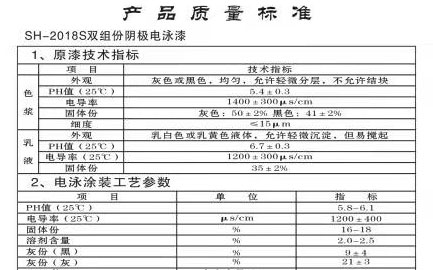
1、固体分含量:固体分含量过低时,电解作剧烈,漆膜薄,气泡多,易产生针孔;过高时刚膜层比较粗糙,易起桔皮。因此稳定固体分含量是保证电泳质量的一个关键。根据生产量的大小建议用户3小时检测一次。
2、溶剂:电泳漆液刚配制时,其溶剂含量稍高。但随着漆液使用时间的延长和滤的使用,溶剂不断挥发和滤出,其含量会逐渐下降,影响漆膜质量。严重时,漆膜会在烘烤前脱落。因此,应及时添加调整,一般每滤出100L滤渗透液,应补充1.2L溶剂。
3、电压:极间电压升高,电场作用加强,漆液中带电粒子泳动,沉积速度加快,使用泳透力提高,膜层增厚。电泳操作时,应根据零件形状与大小,槽液温度高低,所需膜的厚薄,选择佳电压。当电泳漆槽刚配制时,其溶剂含量及导电度均高,则电压应适当降低。
4、PH值:由于阳极采用隔膜控制,电泳漆液的PH值较为稳定,当滤液排出太多或隔膜液漏出进入电泳漆液时,使电泳漆液PH值发生变化,可用有机酸调整。PH值过低时,漆膜再溶解增加,膜层变薄,且对设备腐蚀严重。
5、电导率:电导率是控制电泳漆膜层质量的关键指针之一。新配溶液时电导率可能较高,因此需要通过滤排出渗液以降低电导率。电导率过高,则膜厚易产生桔皮和表面粗糙等现象。电导率过低,则容易产生针孔和麻点。因此当电导率的高低不同时需要采用不同的电压和槽液温度,以便获得良好的膜层。电导率较高时,可采用较低的电压和温度;反之则要相应提高电压和温度。
6、温度:电泳漆液的温度一般控制在26度左右。温度过低,需使用较高的电压以达到电泳的目的;温度过高,则加剧溶剂的挥发,不利于电导率的稳定和控制。
7、电泳时间:电泳时间的长短会影响漆膜外观及膜层的厚薄。当电泳时间过长时,膜厚色深,透明性变差。电泳时间过短,则膜层不完整。因此需要根据漆液的电导率。固体分含量等因素的变化,在确定溶液温度和电压的前提下,选择佳的电泳时间以确保膜层的质量。
在电泳过程中,主要以电压的大小来控制膜层厚度。时间如过数值,厚度不会增加,这是因为电泳漆是不导电的,当零件给膜层覆盖后,成为绝缘体,时间再长也不会增加漆膜的厚度。因此如需要较厚漆膜时,在镀凹位较深零件时,应用较高电压和较短时间。

8、电泳槽液的管理:电泳涂装适用于大量流水线的生产工艺。电泳槽液的新周期应在3-6个月以内。对槽液的管理极为重要,对槽液的各种参数定期进行检测,并根据检测结果对槽液进行调整和换。一般按如下频率测量槽液的参数:电泳液、滤液及滤清洗液、阴(阳)极液、循环洗液、去离子清洗液的pH值、固体含量和电导率每天一次;颜基比、有机溶剂含量、试验室小槽试验每周2次。
9、对涂层的管理:对漆膜质量的管理,应经常检查涂膜的均一性和膜厚,外观不应有针孔、流挂、橘皮、皱纹等现象,定期检查涂膜的附着力、耐腐蚀性能等物理化学指针。检验周期按生产厂家的检验标准,一般每个批次都需检测。
10、设备设计因素:阳极工作面积及其与阴极面积之比是否符合工艺要求;阳极与阳极、阳极与阴极之间的距离是否适当;电泳槽循环搅拌设施是否完善;
11、设备安装因素:主要是电泳槽倾斜角度及其循环搅拌相关设施安装时是否符合电泳槽液在流动循环时的工艺要求。
12、涂料因素:电泳涂料产品是否符合质量技术要求。电泳涂料产品质量的评价主要从以下几方面考虑:在水中有较好的水溶性、分散性,乳化效果好,呈均相,电沉积后渗水性好,湿膜干燥固化时流平性好,13、管理因素:把好前处理质量关,使涂件具有较好的导电性、洁净度的同时,还应具有较高的平整度,从而为获得内在外在质量均佳的涂膜创造良好条件;
14、涂装生产时,电泳涂料先经过“熟化”。为此,在具备比较完善的配漆设施的同时,操作人员要正确地执行配漆工艺规程;
15、定期或不定期地检查复合阳极的工作情况,发现阳极腐蚀严重、工作面积不足或极罩堵塞破漏,要及时地换或清洗;
16、每班生产前检查吊钩与涂件接触部位导电是否良好,如有异样,将覆盖物(漆膜)及时地清理,以保持其良好的导电性;
17、经常检查电泳槽的循环搅拌设施运行是否正常,非特殊情况(如停电),不能停止搅拌;
18、控制好电泳槽液如下工艺参数,防止它们在过高或过低的情况下工作:固体含量(颜基比)、助剂含量、电导率、pH、浴温、施工电压等;
19、电泳时间一旦确定,就不要轻易改。